国标印染回用水酸性染料染色试验
第九届全国染料与染色学术研讨会暨信息发布会论文纂印染回用水酸性染料染色试验 张培群陆同庆 旧≈州大学材料学院,215021)印染企业是用水大户,也是排污大户,而且因废水成 将经平平加0处理的织物lg在恒温水浴锅上,按染 分复杂多变、色度深、碱性大,极难处理L所以目前印染行 料浓度为1%(0.W.0,在不同的pH值或不同的六偏磷酸钠 业的耗水回用率仅为7%左右,几乎是所有行业中回用率 浓度下,浴比l:100,50c始染,以1C/min的升温速度升 最低的而排放1吨印染污水又要污染20吨水体〞,可见 温g{J98℃,并保温30分钟进行染管〞 推广印染废水回用技术,可有效地促进印染企业本身的 按以上染色工艺,从始染开始,每隔一定的时间(10 可持续开展 分钟)取样一次,经65℃热水洗、冷水洗,织物熨干备用人世以来,国家对用水大户用水量和排水量有了限 1.2.4染色织物K,S的测定 制,再一次说明国务院有关部门和地方各级人民政府推 染色后的织物在Ifr豫AscANxE测色配色仪测定l(, 广节约用水新技术、新设备,清洁生产,鼓励实行循环用 s值 水、一水多用和废水回收利用的决心,再一次唤起了人们的节水意识。
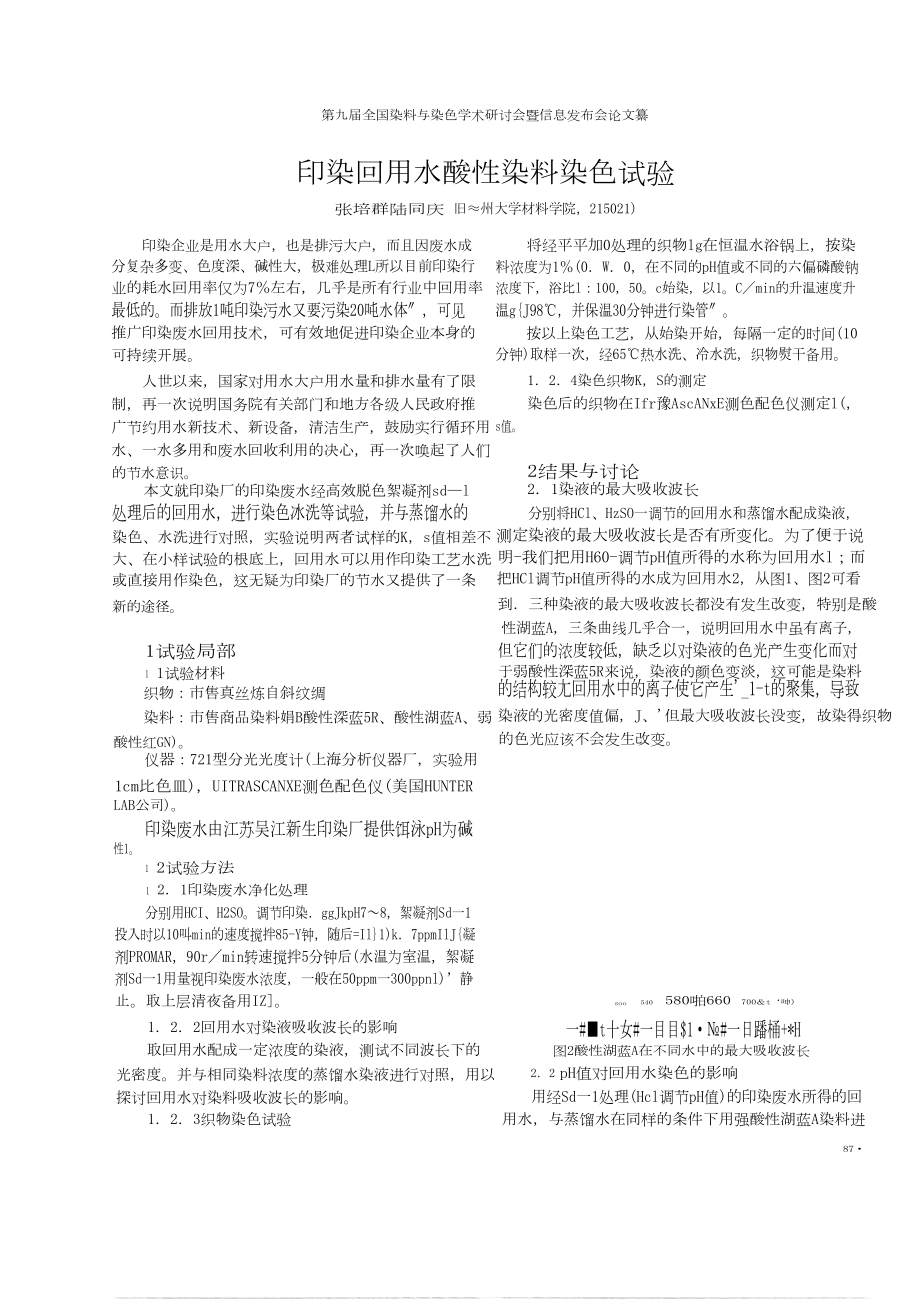
2结果与讨论本文就印染厂的印染废水经高效脱色絮凝剂sd—l 2.1染液的最大吸收波长 处理后的回用水,进行染色冰洗等试验,并与蒸馏水的 分别将HCl、HzSO一调节的回用水和蒸馏水配成染液, 染色、水洗进行对照,实验说明两者试样的K,s值相差不 测定染液的最大吸收波长是否有所变化为了便于说 大、在小样试验的根底上,回用水可以用作印染工艺水洗 明-我们把用H60-调节pH值所得的水称为回用水l;而 或直接用作染色,这无疑为印染厂的节水又提供了一条 把HCl调节pH值所得的水成为回用水2,从图1、图2可看新的途径 到.三种染液的最大吸收波长都没有发生改变,特别是酸性湖蓝A,三条曲线几乎合一,说明回用水中虽有离子,1试验局部 但它们的浓度较低,缺乏以对染液的色光产生变化而对1 1试验材料 于弱酸性深蓝5R来说,染液的颜色变淡,这可能是染料 织物:市售真丝炼自斜纹绸 的结构较尢回用水中的离子使它产生'_1-t的聚集,导致染料:市售商品染料娟B酸性深蓝5R、酸性湖蓝A、弱 染液的光密度值偏,J、'但最大吸收波长没变,故染得织物酸性红GN) 的色光应该不会发生改变仪器:721型分光光度计(上海分析仪器厂,实验用1cm比色皿),UITRASCANXE测色配色仪(美国HUNTERLAB公司)。
印染废水由江苏吴江新生印染厂提供饵泳pH为碱性11 2试验方法1 2.1印染废水净化处理分别用HCI、H2SO调节印染.ggJkpH7~8,絮凝剂Sd一1 投入时以10叫min的速度搅拌85-Y钟,随后=Il}1)k.7ppmIlJ{凝 剂PROMAR,90r/min转速搅拌5分钟后(水温为室温,絮凝 剂Sd一1用量视印染废水浓度,一般在50ppm一300ppnl)’静止取上层清夜备用IZ] soo 540 580啪660 700&t‘呻)1.2.2回用水对染液吸收波长的影响 一#■t十女#一目目$1·№#一日蹯桶+*H取回用水配成一定浓度的染液,测试不同波长下的 图2酸性湖蓝A在不同水中的最大吸收波长光密度并与相同染料浓度的蒸馏水染液进行对照,用以 2.2 pH值对回用水染色的影响 探讨回用水对染料吸收波长的影响 用经Sd一1处理(Hcl调节pH值)的印染废水所得的回1.2.3织物染色试验 用水,与蒸馏水在同样的条件下用强酸性湖蓝A染料进87·第九届全国染料与染色学术研讨会暨信息发布会论文集一 :一———————————————————————————————————————————————————————————————一行染色,并测得不同水质所染织物的K/S、L、a、瞄,见表.l。
众所周知,染液的pH值对酸陛染料染色的影响很大,由于s(1一l可去除废水中的所有染料及有机物质,因此处 理后的回用水中仍存在一局部中性盐,中性盐根据调节 pH值用酸的不同,可生成不同的无机盐,即氯化钠和硫酸钠而本次试验是参加Hc阙节pH值,回用水中就会有氯化钠生成,所pAt4当p嘴小于pI等电点时,纤维与染料是以离子键结合,此时氯化钠就起缓染作用,如果氯化 0 20 {0 60 Bo 100 120钠的量太多,甚至会导致E染率的降低;当pH值大于pI等 一燕镭木+船辩一回月ml+m#一目月m2+女H 电点时,染料主要是因氢键和范德华力与纤维发生结合, 图4酸性湖蓝A在不同水质中的上染情况 那么氯化钠就起促染作用这从表l中可以得到证明:当pH为2.4时所染织物的K,s值是最低的,说明此时水中有较多的无机盐,导致E染率下降,织物的剐蝴小:而当pH为5~6时,织物的K,s值为最高表1 pH值对回用水染色的影响—·一?馆^+№#—·一目m^I+女辩—·一回Ⅲ木2+女¨圈5弱酸性深莲5R在不同水质中的上染情况用水与蒸馏水的上染隋况变化趋势是一致的,只是织物2 3六偏磷酸钠浓度的选择 的K嘟降了,这是因为强酸性湖蓝A在一定的温度下六偏磷酸钠作为软水剂在印染行业被广泛应用,它 对水中的含杂比拟敏感的缘战尤其是在100‘C附近沸染能与水中的C1t2+、M92+生成稳定的可溶性络合物:Na2【ca2 较长时间时,K/S值明显变小;而对弱酸性深蓝5R,从图 (P0,瑚和Na2【M咎(P03瑚,这种络合物里面的ca2+或Mf+彳晨 5可见,用HzsOt调:{5"pH值的水的染色效果较好,蒸馏水 不容易再跑出来因此不会再使ca2+或M一+遇到染料产生 次之,而在用HC阙:{5-pH值的水中,织物上上染的染料量沉淀5】。
一般地,对于工业用的清水来沈六偏磷酸钠的 较高一般用量为0.5胡左右,但对于回用水而言,这个量是不 够的,因为几乎所有的水处理剂均含有二价或三价金属 3结论 离子,因此六偏磷酸钠的用量应增加从图3可见,当回 (I)回用水中含有中性盐,染色时容易染花,故染色 用水pH(用Hcl调节)为5~6,用弱酸陛深蓝5R染色,六偏磷 过程中应严格控制 酸钠的浓度为4虮时,织物的得色量最高 (2)回用水中的中性盐可能会导致染料的聚集,故染色时的始染温度不易太低,如酸性湖蓝A的始染温度 为50℃;弱酸性深蓝5R的始染温度可以定在60℃3)由于中性盐的影响,采用回用水染色,上染速率 较快,故染色时升温速率不易太快4)回用水染色,应对本厂废水所含成分和废水处 理过程中所用处理剂的成分作充分了解并分析,才能取图3不同六偏磷酸钠浓度下的染色织物的K/$值得比拟好的效果2.4回用水对织物上染的影响根据3.2和3.3已经确定了最正确的pH值和六偏磷酸钠 的浓度∞H为5~6、六偏磷酸钠的浓度为49几),在此条件下 参考文献 对织物进行染色,得到染色时间与织物刖滩}之间的关系 [1】耿艳楼.刘鹏蛟等中水回用啊河北轻化工学院学报1997,',7l~75 曲线,见图4、图5。
【2]黯同庆,龙家杰.张培群絮凝剂S【i一1在高浓印染废水治理中的应用【J】江苏丝绸2002,5 12一14随着时间的延长、温度的升高,织物E E染的染料量【3】苏州丝绸工学院教研室丝织物染整工艺学【M1.1984.154--170逐渐增加,但随着时间的进一步延长,染料反而会局部地 【4】黑木宣彦染色理论化笥M】纺织工业出版社198l,372—386从织物上解吸下来,使色光变淡从图4可说明,两种回 【5】刘正超染化药剂fM】纺织工业出版杜】992.9'7—102。


